
| Navê hilberê | Carbon welded Steel Pipe | |
| Teknîk | Welding Berxwedana Elektronîkî ya Dirêj (ERW);Welding Frequency High (HFW) | |
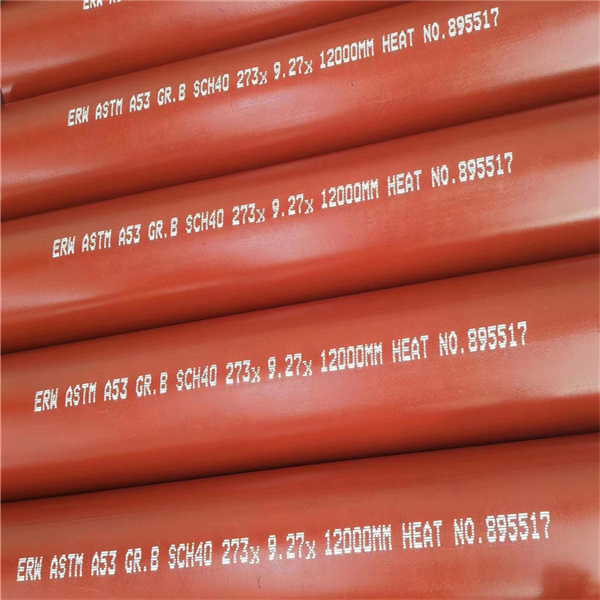
| Rêzan | API5L, BS1387, ASTM A53/A106, EN10219, EN10210, EN10255, JIS G3452, JIS G3454, hwd. | |
| Kalîteya materyalê | Pola Pola | GR.B,S275JRH,S275JOH,X42,X52,S355J0H |
| Mezinayî | WT | 1.5mm-16mm |
| Diameter derve | 26,7mm-660mm | |
| Dirêjî | 1m-12m an jî wekî hewcedariya we | |
| Rû | Galvanîzekirin, 3PE, boyaxkirin, rûnê rûnê, stampa pola, hwd. | |
| Diqede | Dawiyên sade, birîn, bi hevgirtinê ve hatine xêzkirin, pêçandî, flange, hwd. | |
| Berçavderbasî | Bi Pêkhatina Kîmyewî û Testkirina Taybetmendiyên Mekanîkî;Testa Hîdrostatîk, Teftîşa Dimensîyonî û Dîtbarî, Bi Teftîşa Nehilweşker | |
| Şehadet | BV, ISO, CE an li gorî xerîdar. | |
| Bikaranînî | lûleya avahîsaziyê, lûleya avahîsaziyê, lûleya serayê, lûleya materyalê avahî, Tubeya mobîlya, hwd | |
| Mercên Bazirganî | FOB, CFR, CIF, CNF. | |
| Mercên Tezmînatê | T/T,L/C li ber çavan 30%T/T di pêş de, balansa 70% divê piştî wergirtina kopiya BL were dayîn. | |
| Barkirina Port | Tianjin Port | |
Pîvan û pêkhateya kîmyewî (5)
| Sinif | C | Mn | P≤ | S≤ | Cu | Ni | Cr | Mo | V |
| Tîpa S (boriyeke bêserûber) | |||||||||
| Pola A | 0.25 | 0.95 | 0.05 | 0.045 | 0.40 | 0.40 | 0.40 | 0.15 | 0.08 |
| Pola B | 0.3 | 1.2 | 0.05 | 0.045 | 0.40 | 0.40 | 0.40 | 0.15 | 0.08 |
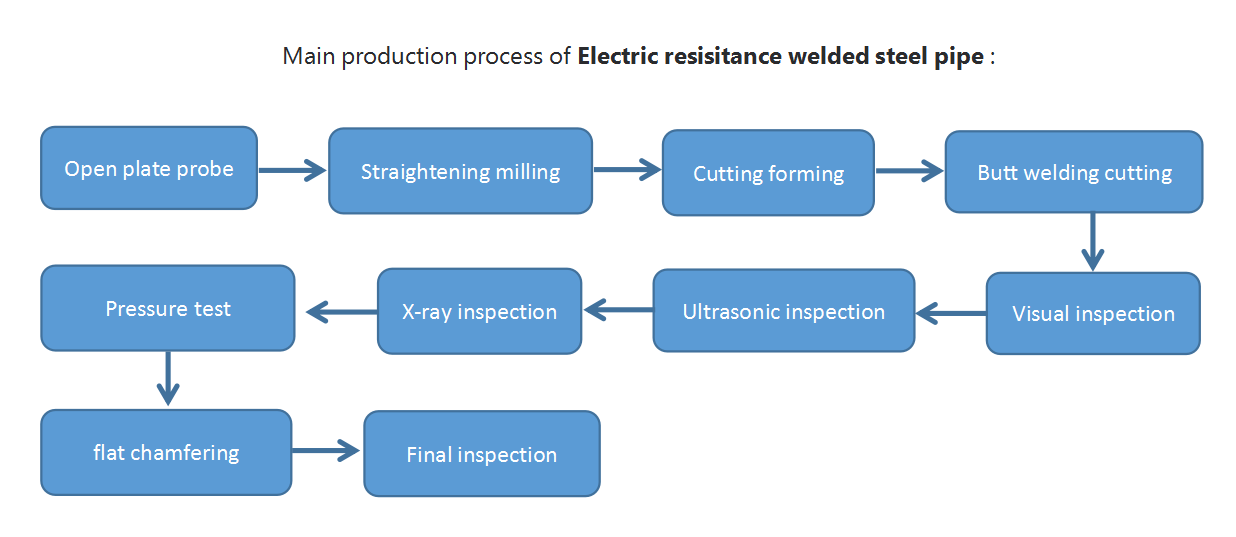
Testkirina tensilê ya laşê boriyê- Divê ceribandina tîrêjê li gorî ISO6892 an ASTM A370 were kirin.Divê nimûneyên dirêjî bêne bikaranîn.Du caran li ser yekîneya ceribandinê ya boriyê bi heman rêjeya sar-berfirehbûnê abd
Test Flattening- Divê li ser nimûneyên ji her dawiya du lûleyên ku ji her lotikê hatine hilbijartin, ceribandinek xêzkirinê were çêkirin.
Test Bending- Dirêjiya boriyê têra xwe divê bi 90° sar li dora mandrelek silindrîk were xwarkirin.
Testa elektrîkê ya ne-hilweşîn-Wek alternatîfek ceribandina hîdro-statîk, laşê tevahî ya her boriyê dê bi ceribandinek elektrîkî ya ne-hilweşandî were ceribandin.Li cihê ku ceribandina elektrîkê ya ne-hilweşandî tê kirin, dirêjahî bi tîpên "NDE" têne nîşankirin.
Testa hîdro-statîk- Divê her lûle di ceribandina zexta hîdro-statîk de were kirin.
100% îmtîhana X-ray-ê ji bo deryaya weldê.
Testkirina ultrasonic.
Muayeneya eddy niha.



Di vê standardê de boriyek pola ERW Ji bo sepanên mekanîkî û zextê ye û ji bo karanîna asayî di xetên hilm, av, gaz û hewayê de jî tê pejirandin.Ew ji bo weldingê, û ji bo avakirina operasyonên ku tevlêhevkirin, kişandin, û flangkirinê re têkildar e maqûl e.



TensileRequirements:
|
| Pola A | Pola B |
| Hêza tîrêjê, min, psi (MPa) | 48000 (330) | 60000 (415) |
| Hêza hilberandinê, min, psi (MPa) | 30000 (205) | 35000 (240) |
Boriya tazî, pêlava Reş / Varnish, pêça zinc û pêta epoksî, hwd (xweserî);
6" û li jêr di pakêtan de bi du slingên pembû;
Herdu jî bi parêzvanên dawîyê diqede;
Dawiya sade, dawiya bevel (2" û li jor bi dûvikên bevel, derece: 30~35°), xêzkirî û hevgirtî;
Nîşankirin.

EN10219 S275J0H S275J2H / S275JRH STRUCTURAL ERW Pipe Piles Steel
ERW Steel Pipes
JIS G3454 Carbon ERW Steel Pipe Service Pressure
EN10210 S355J2H STRUCTURAL ERW PIPE STEEL
JIS G3452 Carbon ERW Steel Pipes For Ordinary Piping




